Prozess- und Qualitätsüberwachung
Die Prozessüberwachung geschieht während der Gewindebearbeitung
Das System
Durch das integrierte Mess- und Auswertesystem werden während der Bearbeitung die Prozessparameter ausgewertet und bei unerwünschten Prozessparametern sofort eingegriffen bevor ein Teil oder Werkzeug beschädigt wird
Die Prozessoptimierung
Schnittgeschwindigkeits- und Parameteroptimierung
Kühlschmierstoff und Werkzeugoptimierung
Standzeitoptimierung
Taktzeitoptimierung
Prozessanalyse
Der Nutzen
Keine zusätzliche Überwachungssysteme notwendig
Erkennung von Fehlern
Höhere Produktivität
Kürzere Taktzeiten
Reduzierung von Ausschuss
Werkzeugschutz
Geringerer Werkzeugverschleiß
Prozessanalyse
Qualitätssicherung
Kosteneinsparung
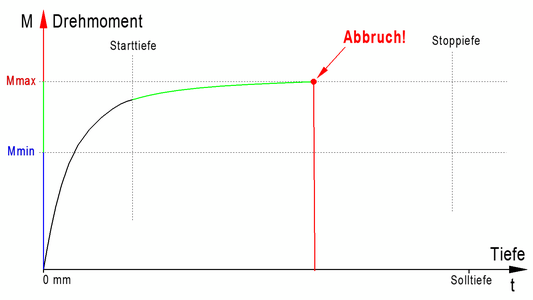
Beispiele: Prozessabweichungen und Fehler während der Bearbeitung
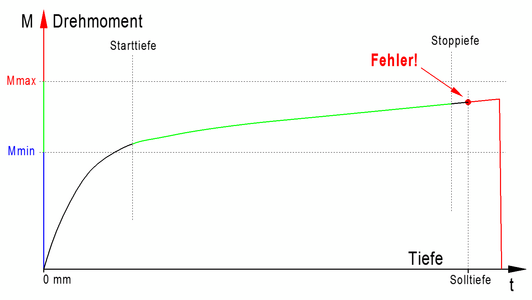
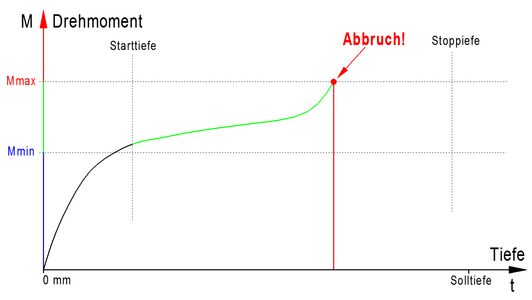
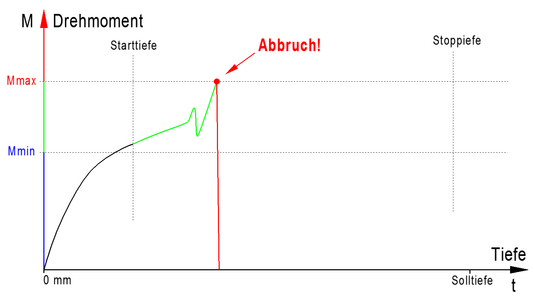
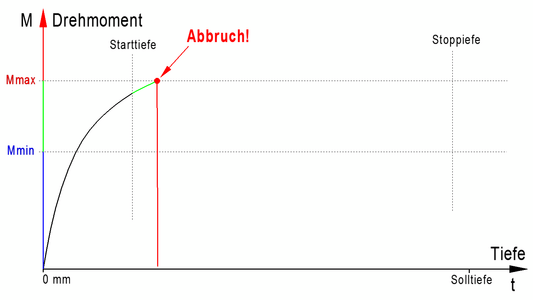
Die Überwachung des maximalen Drehmoments ist zum Schutz des Werkzeuges immer aktiv.
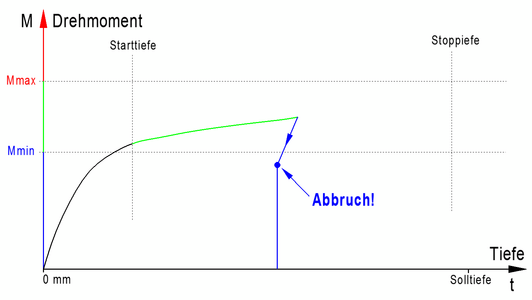
Das minimale Drehmoment kann optional eingestellt werden.
Zusätzlich werden weitere Parameter in Kombination mit dem Drehmoment ausgewertet.
z.B.: Tiefe, Zeit, Vorschubrichtung usw.
Das Drehmoment wird als Pfeil um das Gewindewerkzeug dargestellt:
| grün | → | richtiges Drehmoment |
| blau | → | zu kleines Drehmoment |
| rot | → | zu großes Drehmoment oder Fehler |

kein Fehler
Das Gewinde entspricht der geforderten Qualität



Werkzeugverschleiß
Erkennung eines verschlissenen Werkzeuges

Vermeidung von Werkzeugbruch durch
zu geringe Bohrtiefe

Vermeidung von Werkzeugbruch durch
Materialermüdung

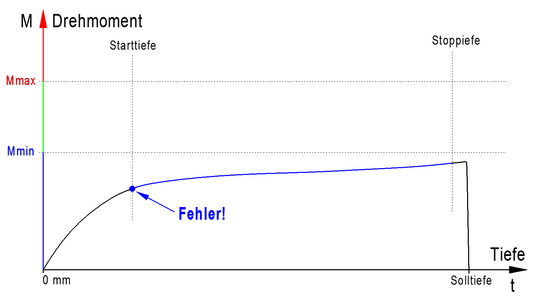
Bohrung zu klein
Erkennung eines zu kleinen
Vorbohrdurchmessers

Erkennung herausgerissener Gewindegänge


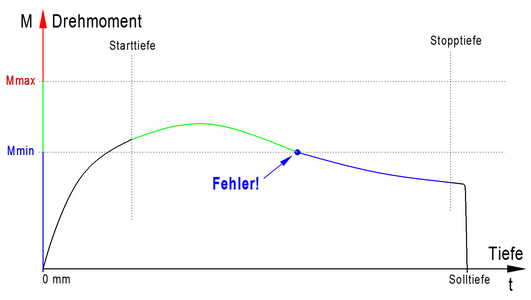
Bohrung zu groß
Erkennung eines zu großen
Vorbohrdurchmessers


Erkennung von konischen Bohrungen


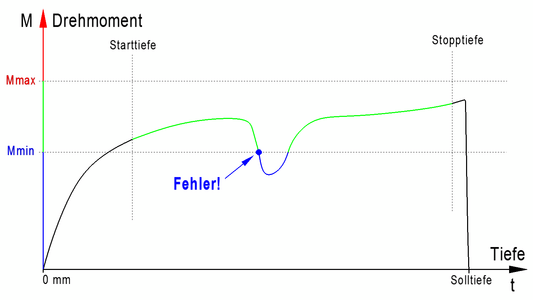
Erkennung von Lunker
(Lufteinschlüsse und Hohlräume)
in Gussteilen

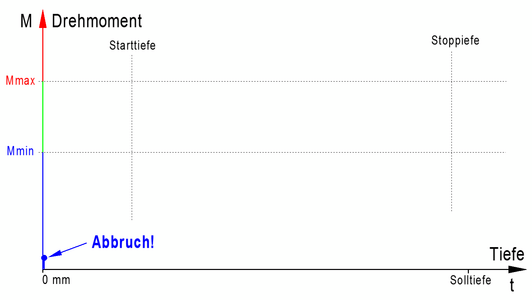
Erkennung einer fehlenden Bohrung

Erkennung einer abweichenden Gewindetiefe